AUTOMATED LASER SYSTEMS FOR MANUFACTURING
Laser automation is the process of using laser technology to improve industrial processes. Therefore, applications such as laser cutting and laser welding are examples of capabilities within this automation area. This type of automation can enhance efficiency and precision for different kinds of industries.
Automated laser applications may be based on either motion systems, robotics or a combination of both. The laser is usually built in a cell for safety purposes, and then integrated with other technologies such as Vision to meet different needs. Once programmed for a specific purpose, a laser cell can execute a high-quality and accurate work within seconds.
THINKING ABOUT LASER SOLUTIONS?
Share your laser automation needs now by completing our informational form
Benefits of Laser Automation
Robotic Laser Integration
Often robotic laser systems are the most optimum solution for cutting and certain types of welding. Optimal integration of these systems requires special expertise and BOS is an industry leader when it comes to designing and implementing these cutting edge interfaces.
Laser Safety
Safety is always an issue with laser automation. Our laser safety officer and design team will ensure your system is certified safe, all the way up to and including Class 1 laser enclosures that exceed the demands of laser safety standards. We can build standalone marking and welding systems, right up to enclosures with various types of automatic doors and part loading.
Laser Process Development
If you’re not sure if lasers are right for your production task, we can work with you to get the answers you need. From initial feasibility reviews, to functional testing and complete process development engineering studies, we can provide you with the right data to make informed decisions on automated laser production.

BOS Custom Laser Automation Solutions
From welding and cutting, to marking and surface treatment, add BOS expertise to the process development of your laser based automation application.












Laser Welding
If you require laser welding, we’ve got the automation solution for you. Regardless of the industry your company fits in, we have the experience to provide you with the right laser welding robotics and systems to make your process a success.

Laser Cutting
We can design and create automated lasers for cutting nearly any product type, from certain plastics and membranes to most types of metals. If your process requires the use of laser cutting robots or CNC motion systems, we can engineer and install the right solution for your job.

Advanced Manufacturing Solutions
Not sure where to begin? We have proven, modular designs to help get you started. If you need something a bit different, no problem, our experts are available to customize it just for you.
Check out our laser cells for industrial laser cutting or welding:
L-R

L-MS

Battery Cooling Plate Laser Welding for Electric Vehicles (EVs)

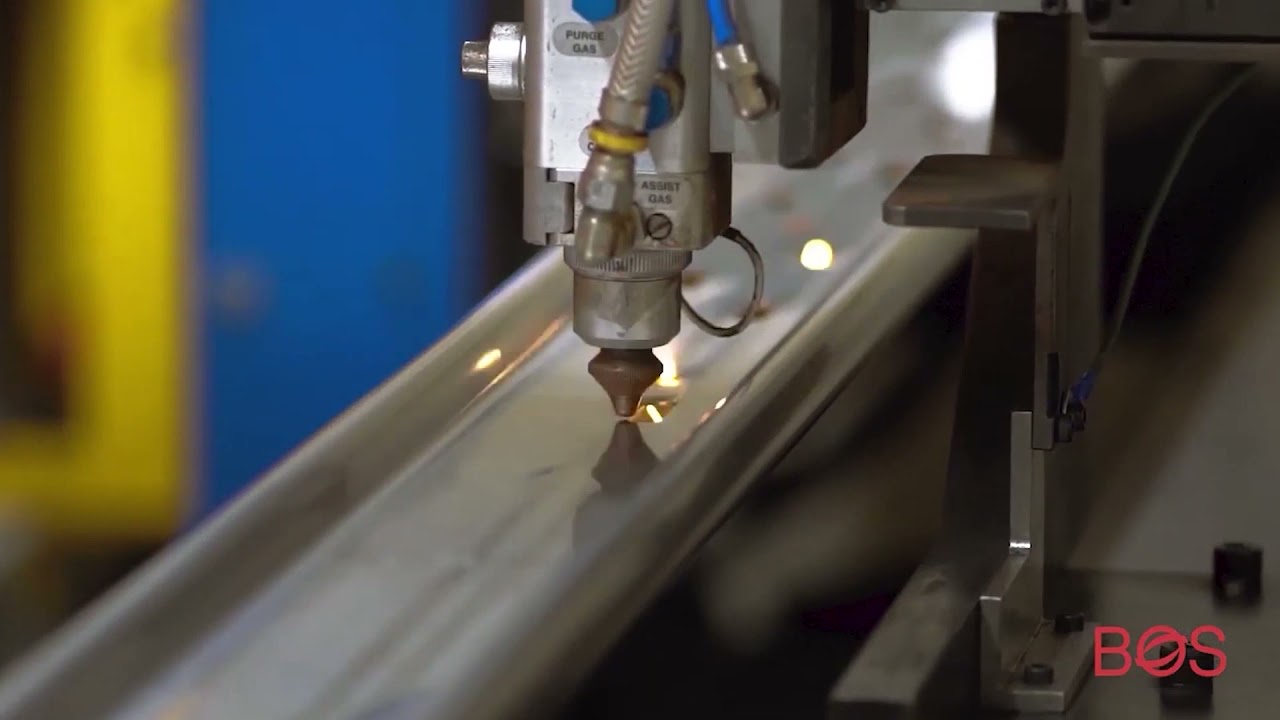
10kW Laser Welding for Hydraulic Cylinder Tubes

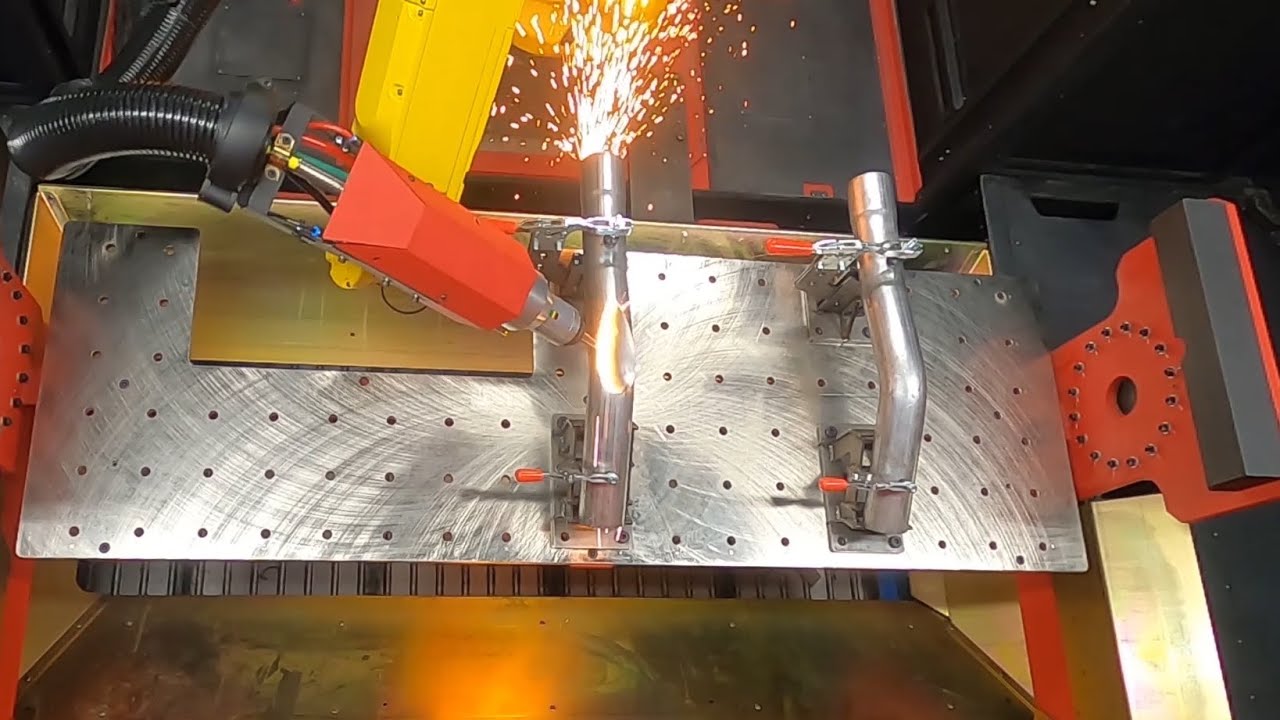
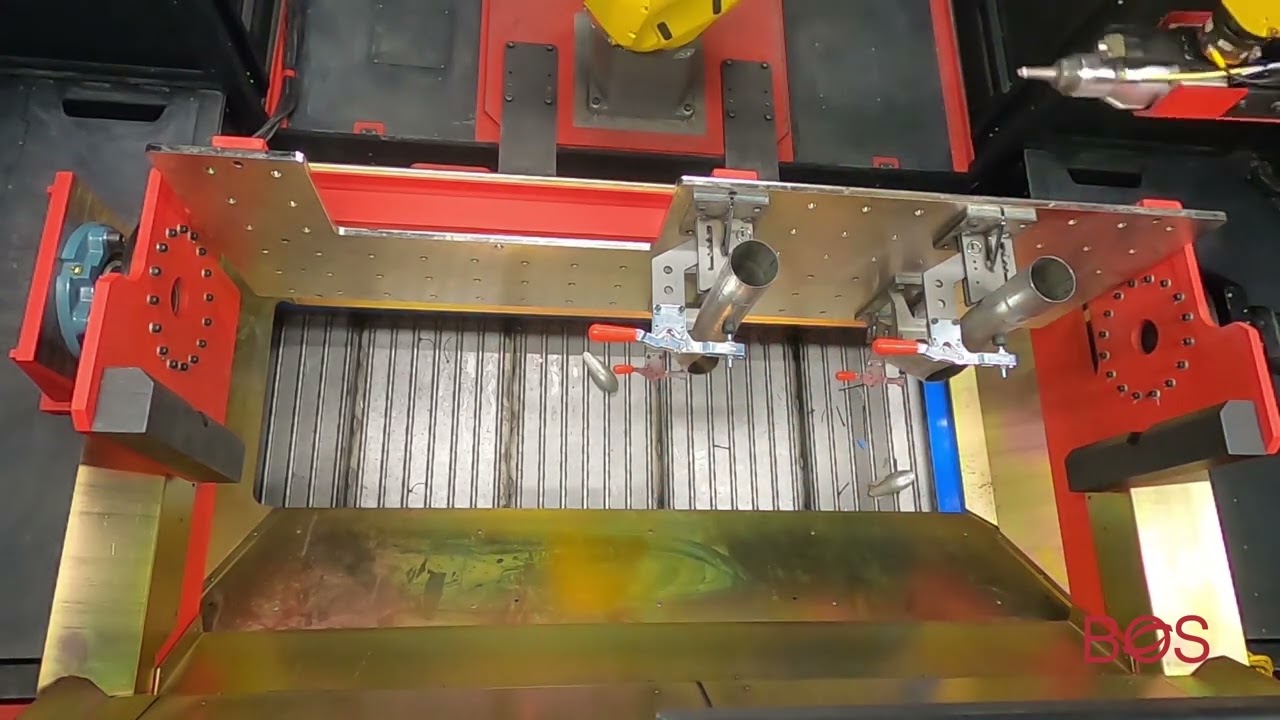
Robotic Laser Cutting Cell for Exhaust Tubes
Precision 3-Axis CNC Laser Cutting for Truck Side Step Rails
Precision 5-Axis CNC Laser Cutting for Tier 1 Automotive Manufacturer

Laser and Saw Cutting for Roof Rails Manufacturing

LEARN MORE ABOUT LASERS AND AUTOMATION
We can help you to achieve your business' goals